|
シリンダーカバー
シリカ・スケール除去 |
ZU22シリンダーカバー(銅合金) シリカ・録青・スケール除去 |
||||||
|
|||||||


チラーユニット |
チラーユニット 注水バルブのシリカ・スケール除去 |
||||||
|
|||||||


金型冷却用スリーブ |
金型冷却用スリーブのシリカスケール除去。 冷却水接続口径はPT−1/2 350トン金型 型重量1.4トン |
||||||
|
|||||||




チーズ配管 |
チーズ配管15Aのシリカ除去 |
||||||
|
|||||||


金型 |
金型洗浄 |
||||||
|
|||||||


|
波付金型 |
α−216で3時間どぶ漬け後、バリをペンシル砥石で除去 |
||||||
|
|||||||


|
真空雰囲気炉 ジャケット |
真空雰囲気炉 ジャケット の錆び・スケール除去。 ジャケット容積;約20L α−216をチューブポンプにて一週間循環後、冷却水温度8℃程に低下 |
||||||
|
|||||||






|
成形機
|
成形機 350トン 型 2TON 冷却水入出口 6分(PT 3/4)
さび・シリカ・スケールの除去 |
||||||
|
|||||||






|
冷却水金型
|
冷却水金型の錆び除去。
冷却水接続口径はPT−1/2 350トン金型 型重量1.4トン |
|||||||||
|
||||||||||



|
クーリングタワーのフランジ
|
クーリングタワーのフランジのシリカ・スケール除去。
|
||||||
|
|||||||


|
錆び除去
|
機械部品に付着した錆びの除去
|
||||||
|
|||||||


|
クライオポンプのコンプ
レッサーのゴムホース |
クライオポンプのコンプレッサーのゴムホースのシリカ(白色)の除去。
|
|||||||||
|
||||||||||


|
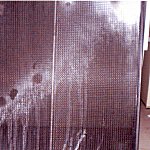
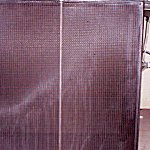
50HPチラ−の熱交換器
|
50HPチラ−の熱交換器のシリカ(白色)の除去。
|
||||||
|
|||||||


|
噴霧水ポンプインペラ
|
噴霧水ポンプインペラのシリカスケール(白色)の除去。
インペラの固着物量は0.5mm程度。24時間のどぶ漬けで除去。 |
|||||||||
|
||||||||||



|
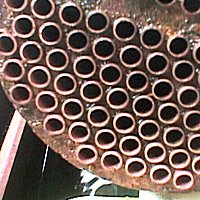
オイルクーラー管
|
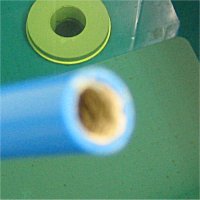
OSP-75Kwオイルクーラー管 φ200x1240リットルα−216に
3時間浸漬。中についていたシリカが溶け出して貫通しました。 チューブ管内は水一貫道、チューブ外は油です。 |
|||
|
||||
|
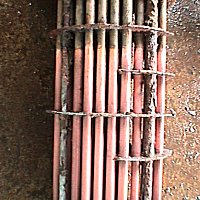
インタークーラー管
|
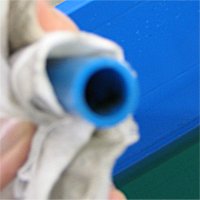
SDS-280Kwインタークーラー管 φ430x1200リットルを
α−216に48時間浸漬。 どぶ漬けした部分のみシリカ、サビが取れ、本来の管の色が 見えるようになりました。チューブ管内は空気、チューブ外は水です。 |
|||||||||
|
||||||||||


|
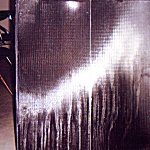
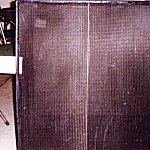
空調機フィルター
|
シリカのついた空調機フィルターにα−216を散布し
1時間30分後水洗い洗浄。 乾燥後ブラシで擦り残りのシリカも簡単に落ちました。 |
||||||||||
|
|||||||||||

|
雑排水ラインの弁
|
雑排水ラインの弁の固着物をαー216に浸漬させた洗浄効果
|
||||||||
|
|||||||||




|
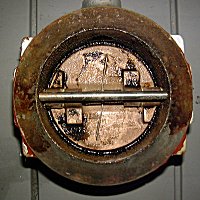
温水循環ライン内の弁
|
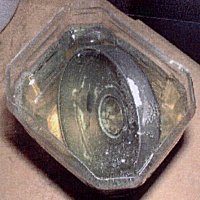
温水循環ライン内の弁はシリカ(黒色)サビがついていますが(左図)
α-216を24時間どぶ漬け(右図)後は かなりシリカ・サビも取れ、表示文字が浮き出ています。 |
|||||||||
|
||||||||||




|
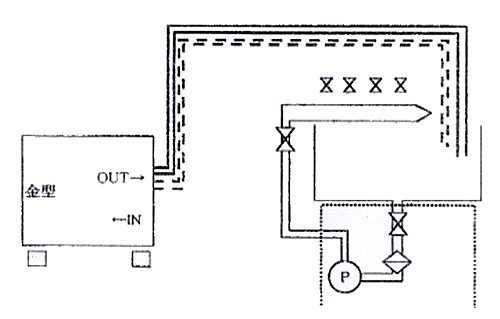
樹脂金型の
冷却水穴 |
某化学メーカーがα−216を循環清掃されたイラストをご覧下さい。
|
||
|
|||
|
大ねじ
|
錆びた大ネジをα-216で24時間どぶ漬けしました。
液は茶色く濁り、錆びが溶け出しているのがよく分かります。 |
||||||
|
|||||||




|
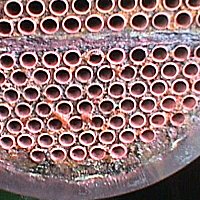
縦型熱交換器
|
縦型熱交換機を分解し、ドブ漬けしました。
|
||||||
|
|||||||



|
冷却水配管
(熱交換器) |
冷却水配管をα-216の薬液循環配管にやり替え施工を行い、
α-216を注入、洗浄開始しました。 |
||||||
|
|||||||



|
高周波加熱装置の
ワークコイル(銅管) |
高周波加熱装置の説明とワークコイルについて
|
||||||||
|
|||||||||



|
銅角パイプ
|
銅角パイプのシリカ除去
管内をα−216で満水にするのが困難な為、 180度回転で除去できた。 |
||
|
|||
|
ゴム製品
|
ゴム製品について
|
|
|
|
画像、文章等の無断転用は禁じます
<総発売元>アブ有限会社
|
本 社 : 〒503-1353 岐阜県養老郡養老町烏江1102-2 TEL:0584-36-2858 / FAX:0584-35-1879 |